Chemicals
Hero Summary
Ideal solutions to tackle critical chemical processing challenges.
Flowserve offers customers an extensive range of design features and corrosion-resistant materials and materials application expertise. Our technology considers safety, reliability, environmental and life cycle solutions for the tough applications in chemical processing.

Optimize capital expenditures and better manage operating costs
You can ensure availability and avoid unplanned downtime with the proven reliability of the chemical pumps, valves, seals and automation solutions from Flowserve. We offer robust designs and corrosion-resistant materials that extend mean time between repair (MTBR), increase uptime, and lower maintenance costs.
Reduce emissions and operate profitably
The chemical industry is committing to decarbonize operations at the same time demands for basic and specialty chemicals are increasing. We can help you meet sustainability objectives and process requirements. Our pump solutions and valve designs are engineered to meet or exceed the latest industry design and test standards, delivering optimal efficiency and performance while minimizing fugitive emissions.
Enable economical equipment performance
The transition to a low- or zero-carbon profile starts by matching equipment size and capacity to process and plant requirements. Our broad portfolio of chemical processing pumps, valves, seals and smart automation solutions makes it easy to size and select equipment that will operate efficiently, reliably and for a long period of time at the specified duty points. Together, they help you to lower power consumption, reduce maintenance, and minimize your TCO.
Display Full Width
On
Discover Flowserve industries

Basic (Organic & Inorganic)
Your organic and inorganic basic processes are constantly running to create high volumes of output.
LEARN MORE
Specialty (Fine & Consumer)
Flowserve customers extend across a variety of processes, consumer products and materials—all of which create unique and complex challenges. Our global solutions and support teams meet the demand for maximum performance, efficiency and reliability.
LEARN MORE
Biofuels
Flowserve has been at the forefront of fuel technologies for more than 50 years. Our solutions often anticipate changes in the world of renewable chemicals and fuels.
LEARN MORE
Pharmaceutical
For the pharmaceutical industry, precision of measurement and purity of material are of the utmost importance. There is simply no margin for error with either.
LEARN MORE
Petrochemicals
Global demand for petrochemicals continues to accelerate, driven by the increasing consumption of polymers, plastics and derivative chemicals. And the petrochemical market is showing no signs of a slowdown.
LEARN MORE
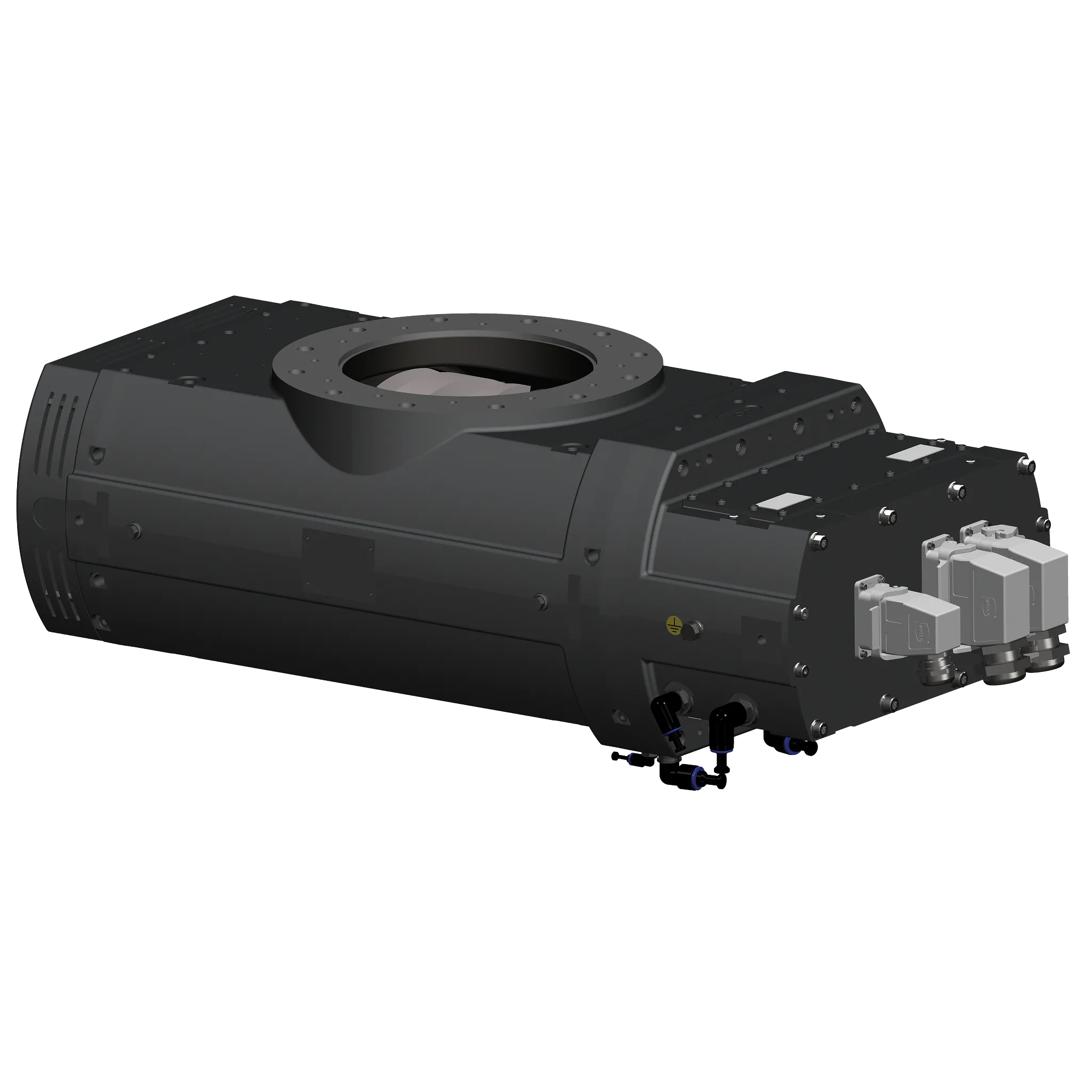
Achieving World-Leading Load Lock Performance
Replacing Roots-type blower systems with SIHI® Boost UltraPLUS dry-running vacuum pumps from Flowserve can enable existing production equipment to achieve the industry’s fastest load lock cycle times to date, resulting in increased throughput and profitability.

Sealless Side Channel Pump Ensures Zero Emissions of Regulated Refrigerants
Flowserve provides Koura with a SIHI CEHB sealless magnetic drive side channel pump, which eliminates emissions of gases that deplete the ozone layer of the Earth’s atmosphere.

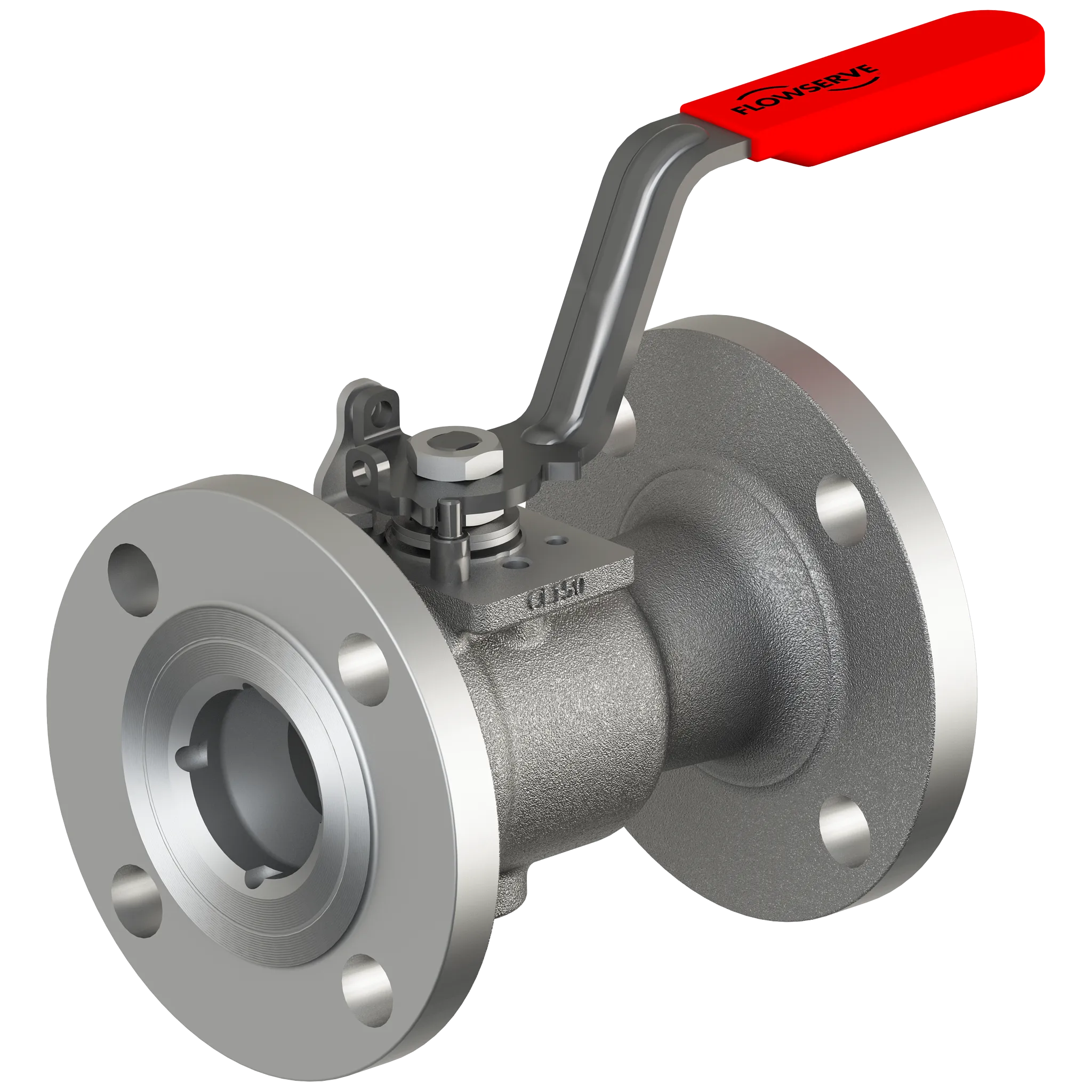
The When, How and Why of Actuator Selection
This white paper is a guide to actuators for upstream and midstream oil and gas applications. It covers electric, pneumatic, hydraulic, gas-powered and electro-hydraulic actuation.
Related Products

Chemical Process Pumps - ANSI, ISO
Durco Mark 3 Metallic, Sealed, ASME (ANSI) Chemical Process Pump
Brand | Durco®
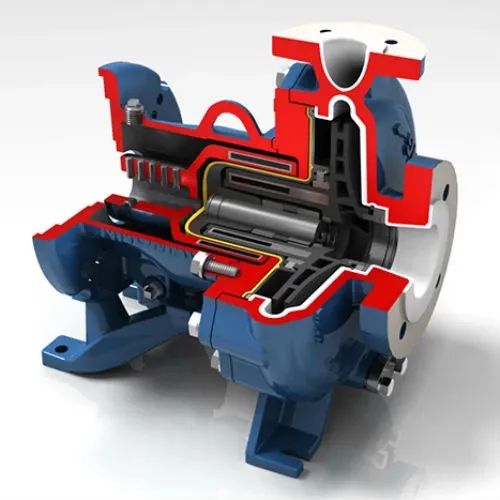
Chemical Process Pumps - ANSI, ISO
INNOMAG TB-MAG Fluoropolymer-Lined, Magnetic Drive, ISO Or ASME (ANSI) Chemical Process Pump
Brand | INNOMAG®



Profitable, sustainable operations require process equipment and systems to operate safely, reliably, and efficiently. We can help you drive performance and uptime while minimizing power consumption and fugitive emissions.
Let’s discuss your needs
Contact Us